Entek Otomasyon, 1983 yılından bu yana endüstriyel otomasyon
alanında mühendislik odaklı çözümler sunmaktadır. KEYENCE, DENSO Robotics, Emerson, ASCO,
TESCOM, AVENTICS, HAWE Hydraulik, Kawasaki, Zimmer, Piab, Vickers by Danfoss ve
Filtration Group gibi dünyanın önde gelen markalarının Türkiye temsilcisi olarak,
en gelişmiş otomasyon teknolojilerini üreticilerle buluşturuyoruz.
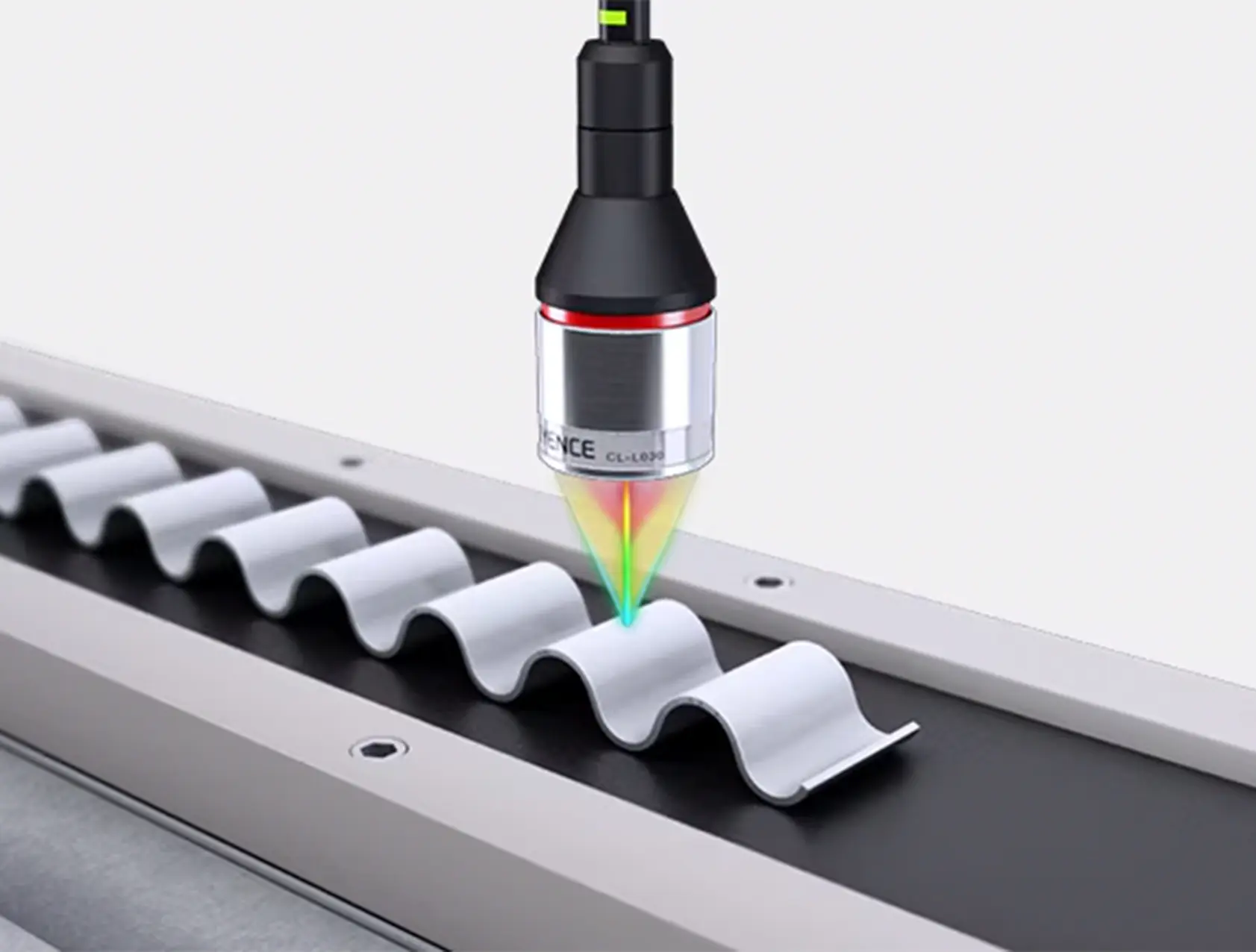
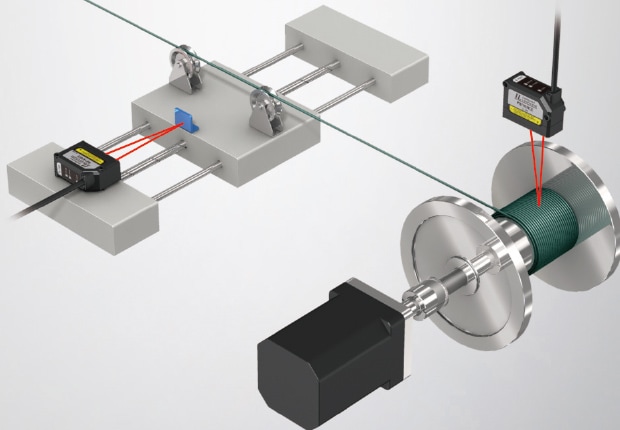
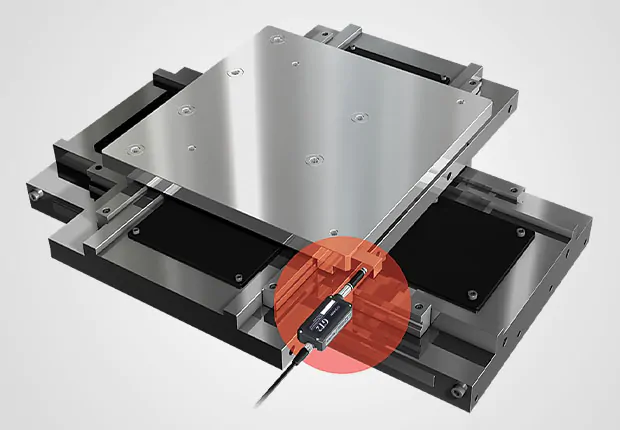
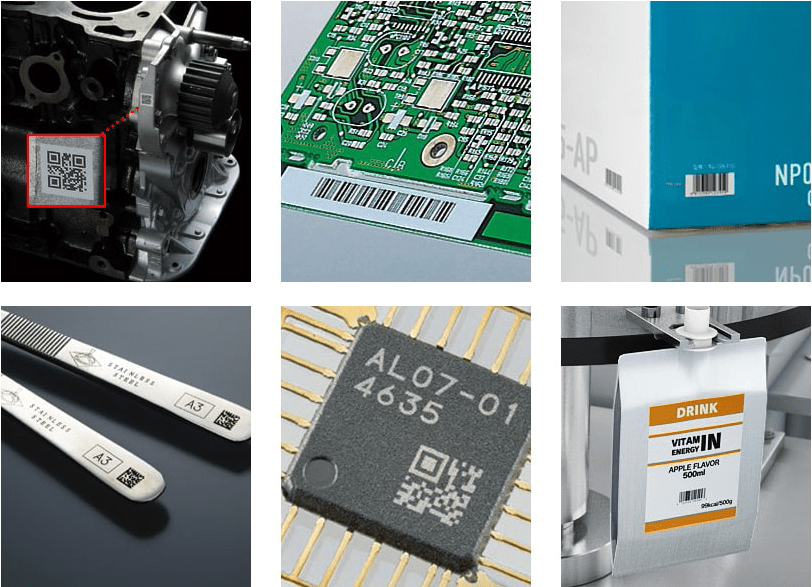
Endüstriyel sensörler, görüntü işleme sistemleri,
kod okuyucular, ölçüm cihazları, robotik, pnömatik,
hidrolik ve filtrasyon çözümlerinden oluşan geniş teknoloji
portföyümüzle; otomotivden gıda ve ilaca, beyaz eşyadan metal işlemeye kadar
birçok sektörde üretim süreçlerine değer katıyoruz.
Deneyimli mühendis kadromuz, güçlü stok yapımız, yerinde demo imkânlarımız ve
satış sonrası teknik desteğimizle müşterilerimize yalnızca ürün değil,
ihtiyaçlarına uygun mühendislik çözümleri sunuyoruz.
Projelendirmeden devreye almaya kadar her aşamada verimlilik, kalite ve
sürdürülebilirlik hedeflerine katkı sağlıyoruz.