






Ölçümün Temelleri
Ölçüm Sistemi Seçiminde Önemli Terminolojik Bilgiler
Montaj koşulları – Montaj modu
Lazer ölçüm sensörü kullanarak hedefin ölçümünün yapılabilmesi için alıcı, nesneden yansıyan ışığı toplayabilmelidir. Üçgensel ölçüm (triangülasyon) yönteminin kullanıldığı ölçüm sistemlerinde, nesnenin yüzey koşullarına bağlı olarak yansıyan ışığın düzgün alınabilmesi amacıyla algılayıcı kafaları açılı olarak monte edilir.
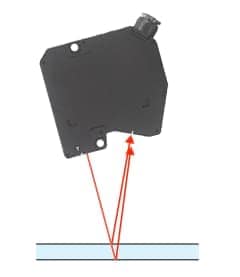
A) Opak hedeflerle
Hedef ve algılayıcı birbirlerine paralel olarak yerleştirilmiştir.

Alıcı tarafından dağınık ışığın bir kısmı alınır.
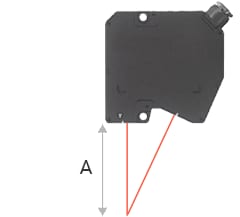
B) Şeffaf (Transparan) hedeflerle
Algılayıcı, gelen açı ile yansıma açısı eşit olacak şekilde kurulur.
Speküler (Aynasal) yansıma ışığı alıcı tarafından alınır.
Referans mesafesi
Referans mesafesi, algılayıcı kafalarının varsayılan sıfır noktasıdır. Bu mesafe genellikle, algılayıcı kafasının altından ölçüm aralığının merkezine kadar olan mesafe olarak kabul edilmektedir.
Ölçüm aralığı
Ölçüm aralığı, herhangi bir algılayıcının ölçüm yapabilmesi için gereken aralıktır. Ölçüm aralıkları genellikle referans mesafesine göre ±xx mm olarak yazılır.
- [Örnek]
- Referans mesafesi: 30 mm
Yukarıda açıklandığı gibi bir lazer yer değiştirme algılayıcısı, aşağıdaki aralıktaki hedefleri ölçebilir.

Işık kaynağı
Temassız ölçüm sistemlerinde verici, hedefi ışıkla aydınlatır ve yansıyan ışık, alıcı tarafından yakalanır. Bu aydınlatma için kırmızı yarı iletken lazerler, mavi yarı iletken lazerler, beyaz ışık, SLD’ler ve yeşil LED’ler dahil olmak üzere pek çok çeşitten ışık kaynağı kullanılabilir. Kullanılan ışık kaynağının türü, ölçüm sisteminin çalışma prensibine göre belirlenir. Işık kaynağı için uygun lens veya ışık toplayıcı elemanının kullanılması, güvenilir ölçüm yapmayı mümkün kılar.
Spot çapı
Temassız ölçüm sistemlerinde genellikle oval ve dairesel olmak üzere iki tür ışın noktası bulunmaktadır. Oval spotlar, bir alandaki ortalama yükseklikleri ölçmek için kullanılır ve hedefin yüzey pürüzlerinden etkilenmeye karşı daha az duyarlıdır. Ancak, spot boyutunun arttığı durumlarda, şekillerin belirlenebilmesi veya küçük hedeflerin ölçülebilmesi için yeterince duyarlı değildir. Diğer yandan, dairesel bir spotun boyutu daha küçük olduğundan bu kontrollerin yapılmasında etkilidir.

Tekrarlanabilirlik
Tekrarlanabilirlik, bir hedef üzerinde aynı yerden alınan ölçüm değerindeki genel farkı ifade eder.
Doğrusallık
Doğrusallık, ölçüm sisteminin hata payının bir göstergesidir. Değer, ideal bir değer ile gerçek ölçüm sonucu arasındaki maksimum hata sonucunu göstermektedir. Örneğin, bir hedef ±5 µm doğrusallığa sahip bir ölçüm sistemi kullanılarak 1 mm hareket ettirildiğinde, görüntülenen değerin ±5 µm’lik bir hata payı içermesinin olası olduğu söylenir (örn., 9.995 µm ila 1.005 µm).
Doğrusallık özellikleri, F.S.’nin ±○○%’si olarak tanımlanır ve buradaki F.S., ölçüm aralığını temsil etmektedir. Hesaplama aşağıdaki gibi yapılır ve daha küçük doğrusallığa sahip ölçüm sistemlerinin daha iyi olduğu söylenebilir.
Örneğin, doğrusallığı F.S.’nin %0.02’si olan bir ölçüm sistemi ile ve ±3 mm’lik bir ölçüm aralığı (F.S. = 6 mm) ele alındığında, doğrusallık %0.02 × 6 mm = ±1.2 µm olacaktır.
Doğrusallık grafiği
A: Doğrusallık B: Gerçek değer C: İdeal çizgi
Sıcaklık özellikleri
Sıcaklık özellikleri, algılayıcı kafasının sıcaklığı bir derecelik değişiminde ortaya çıkan maksimum ölçüm hatası değerini temsil etmektedir. Algılayıcı kafasının içinde bir lens, bir CMOS algılayıcısı ve de bu öğeleri sabitleyebilmek için jigler bulunur. Sıcaklık değişiklikleri, bu bileşenlerin genişlemesine ve büzülmesine, CMOS üzerindeki görüntüleme konumunun değişmesine ve hataların ortaya çıkmasına neden olur.
Sıcaklık özellikleri, F.S./℃’nin ±○○%’si olarak tanımlanır ve buradaki F.S., ölçüm aralığını temsil eder. Hesaplama aşağıdaki gibi yapılır ve daha küçük sıcaklık özelliklerine sahip ölçüm sistemlerinin daha iyi olduğu söylenebilir.
Örneğin, %0,01 F.S./℃ sıcaklık karakteristiğine ve ±3 mm (F.S. = 6 mm) ölçüm aralığına sahip bir ölçüm sistemi ile doğrusallık %0,01 × 6 mm = ±0,6 µm olacaktır.
Ortam ışığı
Ortam ışığı, ölçüm sisteminin çevresinden herhangi bir etkiye maruz kalmadan ölçebildiği bir ışık kaynağının maksimum aydınlatma yoğunluğunu ifade eder.
Ortam sıcaklığı
Ortam sıcaklığı, ölçüm sisteminin çalışmasını kesin olarak yürütebileceği sıcaklık ortamını ifade eder.
Ortam nemi
Ortam nemi, ölçüm sisteminin çalışmasını kesin olarak yürütebileceği nem ortamını ifade eder.
Titreşim direnci
Titreşim direnci, titreşimin söz konusu ölçüm sistemi üzerinde ne kadar etkisi olacağını gösteren bir indekstir. Görüntülenen değerler yapılan değerlendirmeyi gösterir. Örneğin, “10 ila 55 Hz, 1.5 mm çift genlik, X, Y ve Z yönlerinde her biri 2 saat” genel tanımı, aşağıdaki testin yapıldığını ima eder. X yönünde ±0,75 mm genlikte 10 ila 55 Hz frekansta 2 saat süreyle gerçekleştirilen titreşim
⇓
Y yönünde ±0,75 mm genlikte 10 ila 55 Hz frekansta 2 saat süreyle gerçekleştirilen titreşim
⇓
Z yönünde ±0,75 mm genlikte 10 ila 55 Hz frekansta 2 saat süreyle gerçekleştirilen titreşim
Örnekleme frekansı/Örnekleme hızı
Örnekleme frekansı/örnekleme hızı, ölçüm sisteminin saniyede ölçebileceği veri göstergesi (data points ??) sayısını temsil eder. 100 Hz örnekleme frekansına sahip bir ölçüm sistemi, 1 saniyede 100 ölçüm yapabilir. Daha hızlı örnekleme frekanslarına sahip ölçüm sistemleri, hat içi ölçüm ile daha güvenilir hedef ölçümleri yapabilir ve de eş zamanlı olarak birden fazla ortalama alma işlemi gerçekleştirilebildiğinden, düzgün ölçümler yapabilir.
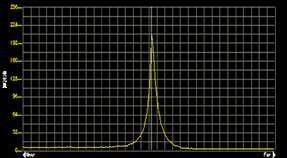
Alınan ışık dalgası sinyali
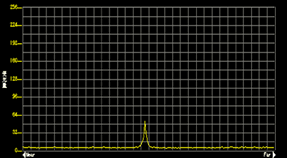
Alınan ışık dalgası sinyali, ışığı toplayan eleman tarafından alınan ışığın durumunu ifade etmektedir. Dikey eksen ışığın gücünü temsil ederken, yatay eksen ışığı toplayan parça üzerindeki konumu gösterir.
Alınan ışık dalgası sinyalinin şeklinin kontrol edilmesi, mevcut ölçümün doğru bir şekilde yapılıp yapılmadığını belirlemeyi mümkün kılar.
| (1) Alınan ışık dalgası sinyalinin ideal durumu
Bu alınan ışık dalgası sinyali, düzgün ölçümler yapmaya olanak tanır.
| (2) Alınan ışık dalgasının kısa sinyalinin yüksekliği
Toplanan yansıyan ışık miktarı yetersiz olduğundan ölçüm yapılamamaktadır.
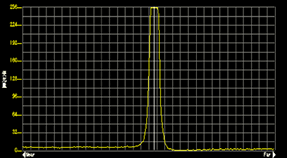
| (3) Aşırı uzun alınan ışık dalgasının sinyal yüksekliği
Bu sinyalde yansıyan ışık oldukça doygun haldedir. Bu gibi durumlarda, ölçülen değerlerde önemli farklılıkların meydana gelmesi olasıdır.
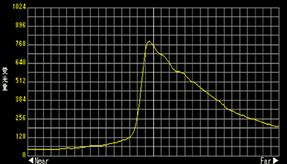
| (4) Alınan ışık dalgası sinyali yatay olarak simetrik değildir
Reçineleri ve benzerlerini ölçerken, lazer ışını nesneye batar ve alınan ışık dalgası sinyali yatay olarak asimetrik hale gelir. Bu gibi durumlarda, asıl değerden sapma miktarını telafi edebilmek amacıyla ölçülen değerler üzerinde kaydırma yapılır.
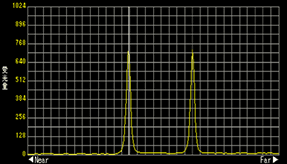
| (5) Çoklu alınan ışık dalgası sinyali
Cam gibi saydam nesneler ölçülürken birden fazla tepe noktası oluşur. Dolayısıyla camı ölçerken, üst yüzeyden yansıyan ve arka yüzeyden yansıyan tepeler olmak üzere iki farklı tepe noktası elde edilebilir.
Optik eksen, optik eksen bölgesi
Ölçüm sisteminin vericisinden yayılan ışığın merkez ekseni optik eksen olarak adlandırılır. Optik eksen bölge diyagramı, vericiden alıcıya giden ışığın izleyeceği yolu belirtir. Bu bölgeye, bir jigin veya başka bir nesnenin girmesi gibi durumlarda, hedefe veya alıcıya hiçbir ışık ulaşamayacağından ölçüm yapmak mümkün olmayacaktır.
Optik eksen bölgesi diyagramı
Güç kaynağı voltajı
Güç kaynağı voltajı, cihazın çalıştırılabilmesi için gerekli olan gerilimdir. 24 VDC ±%10 verileriyle, ±2,4 V’dan fazla olmayan dalgalanmalara sahip 24 V’luk bir DC güç kaynağı gereklidir.
Maksimum akım tüketimi
Maksimum akım tüketimi, cihazı çalıştırırken tüketilen akım miktarını ifade etmektedir. Dolayısıyla, cihaz seçiminde, maksimum akım tüketimini karşılayabilecek daha büyük kapasiteye sahip bir güç kaynağı tercih etmek gerekmektedir.
İdeal ölçüm sistemini seçebilmek için bilinmesi gereken ölçüm ve ipuçları hakkında her şeyi içeren ve mutlaka okunması gereken bir kılavuz!
Bu kılavuzda, ölçüm sistemlerinin tanıtılmasının yanı sıra kalınlık, dış çaplar, şekil ve daha fazlasını ölçmek için kullanılabilecek en iyi yöntemler ayrıntılarıyla anlatılmıştı.
