





Bu kılavuzda, ölçüm sistemlerinin tanıtılmasının yanı sıra kalınlık, dış çaplar, şekil ve daha fazlasını ölçmek için kullanılabilecek en iyi yöntemler ayrıntılarıyla anlatılmıştır.
![]()

Önemli noktalar
Yer değiştirme (deplasman) algılayıcılarının seçimi önemlidir
• Yer değiştirme (deplasman) algılayıcıları üst ve alt yüzeylerin her ikisini de görebilmek için yeterli aralığa sahip midir?
• Üst ve alt yüzeylerin yansıması farklı olsa bile düzgün ve tutarlı ölçüm gerçekleştirmenin mümkün olup olmadığını kontrol ediniz.

1 nm’lik ultra yüksek çözünürlük
2 mm mikro işlem algılayıcı kafası
▸ SI Serisi


Doğrusallık:±0.2μm’den
Eş odaklı (konfokal) Yer Değiştirme Algılayıcısı
▸ CL Serisi
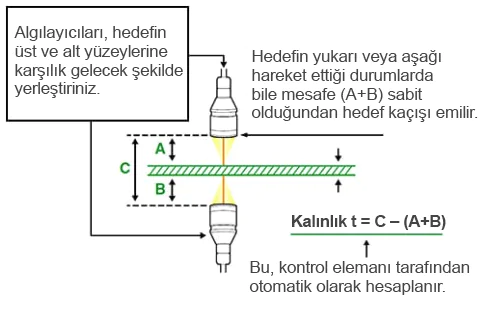
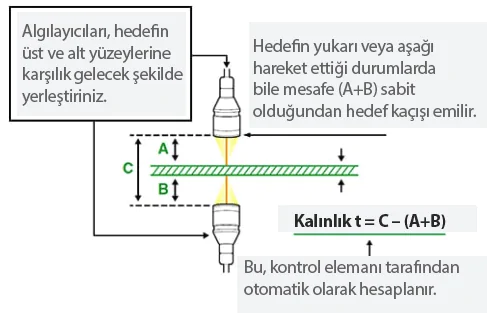
Kalınlık, hedefin iki algılayıcı başlığının arasından geçirilmesiyle ölçülür
Önemli noktalar
Optik eksen hizalaması ya da aralık ayarı, iş parçası yukarı veya aşağı sarkması olsa bile A+B’nin sabitlenmesini sağlamak için önemlidir.
Doğrusallık:±0.2μm’den
Eş odaklı Yer Değiştirme Sensörü
▸ CL Serisi
1 nm’lik ultra yüksek çözünürlük
2 mm mikro işlem algılayıcı kafası
▸ SI Serisi

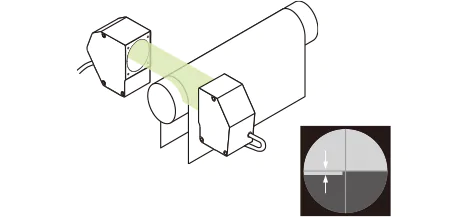
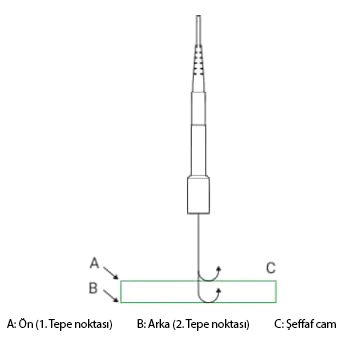
Algılayıcı kafaları, makara ve hedefin üst yüzeyleri alınan görüntü üzerinde tek bir düzlem olarak yansıtılacak şekilde yerleştirilir. Kalınlık, makaradan hedefin tepesine kadar olan adım ölçülerek bulunur.
Önemli noktalar
Hem şeffaf hem de opak hedeflerin kalınlık ölçümünü yapmak mümkündür. Hedeflerin kalınlığı makaraya bağlı olarak ölçüldüğünden, makara ile hedef arasında boşluk oluşmadığından emin olmak gerekmektedir.
▸ TM-X Serisi

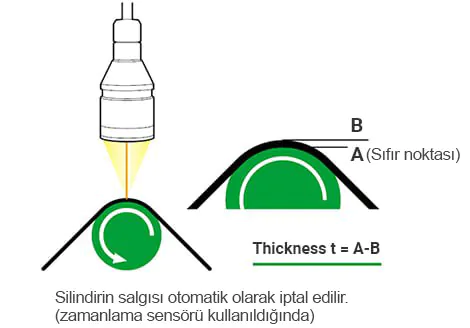
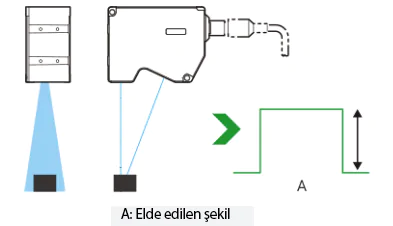
Kalınlık, hedef makaranın etrafına sarıldığında (yakın temas halinde tutulduğunda) makara yüzeyinin sıfır noktası olarak kabul edilmesiyle yükseklik farkı ile ölçülür.
Önemli noktalar
Hem şeffaf hem de opak hedeflerin kalınlık ölçümünü yapmak mümkündür. Hedeflerin kalınlığı makaraya göre ölçüldüğünden, makara ile hedef arasında boşluk oluşmadığından emin olmak gerekmektedir.
Doğrusallık:±0.2μm’den
Eş odaklı Yer Değiştirme Algılayıcısı
▸ CL Serisi
Ultra-high resolution of 1 nm
2 mm microprocess sensor head
▸ SI Series

Önemli noktalar
Yer değiştirme (deplasman) algılayıcılarının seçimi önemlidir
• Yer değiştirme (deplasman) algılayıcıları üst ve alt yüzeylerin her ikisini de görebilmek için yeterli aralığa sahip midir?
• Üst ve alt yüzeylerin yansıması farklı olsa bile düzgün ve tutarlı ölçüm gerçekleştirmenin mümkün olup olmadığını kontrol ediniz.
1 nm’lik ultra yüksek çözünürlük
2 mm mikro işlem algılayıcı kafası
▸ SI Serisi
Doğrusallık:±0.2μm’den
Eş odaklı (konfokal) Yer Değiştirme Algılayıcısı
▸ CL Serisi

Kalınlık, 2D lazer yer değiştirme (deplasman) algılayıcısının kullanılmasıyla taban yüzeyi ve hedefin eş zamanlı olarak ölçülmesi, elde edilen profilden ölçüm adımı ile bulunur.
Önemli noktalar
Referans yüzey ve hedef arasında boşluk olduğunda hatalara meydana gelmektedir.
1. Yüzey plakası gibi yüksek hassasiyetli bir taban yüzeyi kullanılabilir.
2. Vakumlu temas veya manyetik temas kullanılabilir.
Yukarıdaki adımların uygulanmasıyla montajın iyileştirilmesi, ölçüm doğruluğunu önemli ölçüde artıracaktır.

Hat içi çok noktalı ölçüm.
64.000 görüntü/sn ile dünyanın en hızlı örnekleme hızına sahiptir.
▸ LJ-X Serisi
Doğrusallık: Eş odaklı (konfokal) Yer Değiştirme (Deplasman) Algılayıcısı
▸ CL Serisi

Kalınlık, hedefin iki algılayıcı başlığının arasından geçirilmesiyle ölçülür.
Önemli Noktalar
• Deplasman sensörü hem üst hem de alt yüzeyleri görmek için yeterli menzile sahip mi?
• Üst ve alt yüzeylerin yansıması farklı olsa bile kararlı ölçümün mümkün olup olmadığını kontrol edin.
Linearrity:From ±0.2μm
Confocal Displacement sensor
▸ CL Serisi
Ultra-high resolution of 1 nm
2 mm microprocess sensor head
▸ SI Serisi
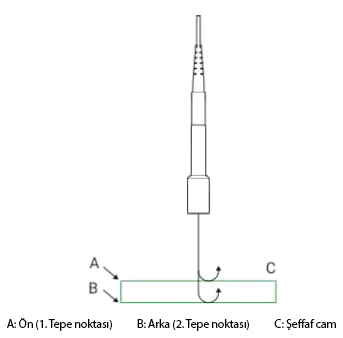
3) Optik eksen hizalaması sırasında, geçici ölçüm hedefi olarak ince beyaz bir reçine levhası veya bir kâğıt parçası ölçülebilir. Bu hedefler ölçüldüğünde lazer noktaları hedefin içinden geçer ve görülebilir hale gelir. Sensör kafaları, hedef yukarı-aşağı hareket ettirilse bile hedefin önündeki ve arkasındaki noktalar her zaman aynı hizada olacak şekilde takılmalıdır.
[Referans] Hedefin yukarı ve aşağı hareket ettirildiği durumlarda bile hedefin önündeki ve arkasındaki noktaların her zaman aynı hizada olup olmadığı kontrol edilmelidir.

Sensör kafalarını, hedefin yukarı ve aşağı hareket ettirildiği durumlarda bile lazer noktalarının merkezleri hizalanacak şekilde ayarlamak gerekmektedir.

Söz konusu makara referans alınarak bir iş parçasının kalınlığı silindir üzerinde ölçülürken, aralarında boşluk varsa ölçüm hataları meydana gelebilir. Dolayısıyla, aşağıda belirtilen noktalara dikkat etmek ve yerleştirmeyi boşluk kalmayacak şekilde yapmak oldukça önemlidir.
1) İş parçasına mümkün olduğunca fazla gerilim uygulanmalıdır. Gerilim zayıfsa, iş parçası makarayla tam temas etmeyecektir. Bu nedenle, birkaç mikrometreden onlarca mikrometreye kadar değişen bir boşluk oluşacaktır. İş parçasının gerilme kuvvetini göz önünde bulundurarak 50 N veya daha fazla gerilim uygulanan ölçümler yapılması önerilir.
Ölçümler, iş parçası geriliminin mümkün olduğunca sabit olduğu, bir silindirden diğerine olan mesafenin az olduğu ve iş parçasının silindirin üzerine yerleştirildiği bir konum üzerinden gerçekleştirilmelidir.
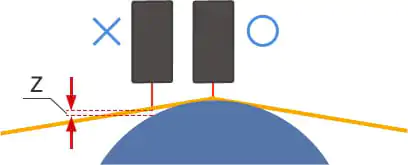
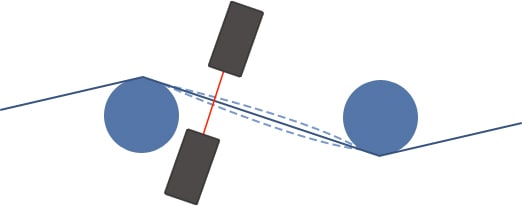
2) Optik eksen, silindirin tepe konumuyla hizalanmalıdır.
Şekilde gösterildiği gibi, optik eksen silindirin tepe konumuna uygun hizalanmazsa, ölçüm hatası (Z aralığı) oluşur.
a) Besleme yönünde algılayıcı kafası konumunun ince ayarlarını yapabilen bir mekanizma yerleştirilmelidir.
b) Optik eksen, makaranın tepe konumuna uygun hizalanmamış olsa bile, Z boşluğunu en aza indirebilmek amacıyla büyük çaplı bir silindir üzerinde ölçüm yapılabilir.
Yukarıda listelenenler gibi değişiklikler yapmak gerekmektedir.