Yükseklik veya basamak yüksekliği ölçümü için en iyi yöntemi ararken dikkate almanız gereken birkaç önemli faktör bulunmaktadır; bunlar arasında hedefin şekli, ölçüm sisteminin türü ve kurulum ortamı yer alır. İhtiyacınıza uygun şekilde seçilmemiş ekipmanlar, yetersiz hassasiyete ve üretim sırasında artan iş gücü gereksinimlerine yol açabilir, bu nedenle doğru yükseklik ölçüm ekipmanını seçmek önemlidir. Bu site, bu ölçümü güvenle gerçekleştirmenin en iyi yolunu keşfetmenize yardımcı olmak için tasarlanmıştır.
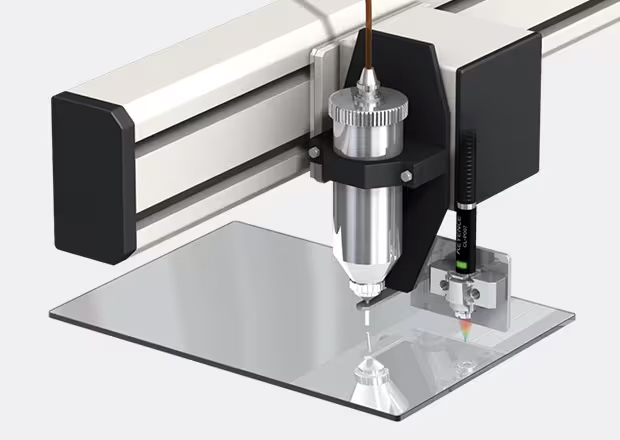
1D lazer deplasman sensörü, reflektif türde bir sensördür; bu, ışığın ölçülen nesnenin yüzeyine gönderildiği anlamına gelir. Işık, nesneden geri yansıyarak sensördeki ışık alıcıya ulaşır. Sensör, nesne ile sensör arasındaki mesafe değişikliklerine dayanarak basamak yüksekliği ölçümünü belirleyebilir. Yüksek hassasiyetli deplasman sensörleri iki temel kategoriye ayrılır: konfokal ve lazer üçgensel ölçüm.
Lazerin yansıdığı noktaya olan uzaklık yüksek hassasiyetle ölçülür.
Üst Bölümden Birbirine Yakın İki Ölçüm Noktasıyla Yükseklik/Basamak Yüksekliği Ölçümü
1D lazer deplasman sensörlerinin tek bir ışık noktası yayarak ölçüm yapmasının aksine, 2D lazer deplasman sensörleri bir lazer hattı projekte eder ve bu hat, dahili CMOS sensör tarafından yansıtılarak algılanır. Bu sayede, aynı anda birden fazla veri noktası ölçülebilir. Bu özellik, birden fazla basamak yüksekliğinin birbirine yakın olduğu durumlarda oldukça kullanışlıdır.
2D lazer deplasman sensörleri, yansıyan ışığın deplasmanını kullanarak sensör ile parça yüzeyi arasındaki mesafeyi hesaplar. 1D lazer deplasman sensörlerinde olduğu gibi, 2D sensörler de basamak ölçümlerini hesaplamak için lazer üçgensel ölçüm yöntemini kullanır. Lazer hattının vurduğu yüzeyin profili elde edilir ve bu sayede basamak yüksekliği gibi göreceli ölçümler yapılabilir. Hedef eğik olsa bile, sensör başlığındaki hizalama ayar fonksiyonu sayesinde basamak yüksekliği doğru bir şekilde ölçülebilir.
Konnektör terminallerinin yükseklik ölçümü
Yanlardan Birbirine Yakın İki Ölçüm Noktasıyla Yükseklik/Basamak Yüksekliği Ölçümü
2D optik mikrometreler, genellikle bir ışık yayıcı ve ışık alıcıdan oluşur. Bu sistem, yüksek yoğunluklu LED’ler ve telecentrik lensler kullanarak ışık demetini yüksek hızlı bir CMOS sensöre odaklar ve tam görüş alanında görüntüleri yakalar. Basamak yüksekliği ölçülecek bir nesne ışık demetini engellediğinde, nesne CMOS sensöre bir gölge veya silüet yansıtır. Bu silüet, sensör tarafından algılanır ve ölçüm cihazının dahili sistemleri ile ilgili yazılım tarafından işlenir.
Hedefin silüeti projekte edilir ve iki belirli özellik arasındaki basamak yüksekliği hesaplanır. Şaft eğik olsa bile, hizalama ayar özelliği kullanılarak basamak yüksekliği hassas bir şekilde ölçülebilir. Ölçümler, hedef yüzeyinin renginden etkilenmez.
Eksantrik milinin miller arası çapı
Birbirinden Uzak İki Ölçüm Noktası Kullanarak Yükseklik/Basamak Yüksekliği Ölçümü
Seçtiğiniz sisteme bağlı olarak, tek bir kontrolöre bir, iki veya daha fazla lazer deplasman sensörü bağlayarak bunların senkronize şekilde ölçüm yapmasını sağlayabilirsiniz. Bu, daha kapsamlı basamak yüksekliği ölçüm verileri toplamanıza olanak tanır. Bazı sistemlerin dört lazer deplasman sensörüne kadar desteklediğini belirtmek gerekir; bu, araç gibi büyük nesnelerde basamak yüksekliği ölçümü için idealdir.
Tek bir noktanın yüksekliğini verimli bir şekilde ölçmek için reflektif lazer deplasman sensörü kullanılabilir. Farklı noktalardaki yükseklik ölçümleri, birden fazla sensörle senkronize edilerek ya da tek bir sensörle hedef üzerinde tarama yapılarak gerçekleştirilebilir.
Eksantrik milinin miller arası çapı
Sensör Başlığının Eğim Etkisi
2D lazer deplasman sensörünün optik ekseni hedefe dik değilse, şekil 3’te gösterildiği gibi, açı θ nedeniyle basamak değerinde bir ölçüm hatası meydana gelir. Basamak için ölçülen iki nokta arasındaki mesafe (X) ne kadar büyük olursa, ölçüm hatası o kadar artar. Örneğin, eğim θ sadece 0.1° olsa bile, X = 30 mm ise ölçüm hatası yaklaşık 50 µm olur. Bu nedenle, basamak ölçümleri yapılırken genellikle eğim düzeltme fonksiyonu kullanılır.
Basamak ölçümünde ölçülen yüzeylerden en az biri şeffaf bir nesne veya ayna yüzeyli bir nesne ise, şekilde gösterildiği gibi, sensör başlığını hedefe göre projeksiyon ve alınan ışığın açısının yarısı olan α açısında eğimli olarak kurmanız gerekir. Ayrıca, şeffaf nesneler ve ayna yüzeyli nesneler için özel olarak tasarlanmış bir başlık kullanmak da gereklidir.
Hedef şeffaf bir nesne ise, yüzey yüksekliğinin doğru bir şekilde ölçülebilmesi için nesnenin belirli bir kalınlıkta olması gerekir. Nesne ince ise, şeffaf nesnenin arka yüzeyinden yansıyan ışığın etkisi nedeniyle ön yüzey yüksekliği için ölçülen değer olması gerekenden daha düşük olabilir. Stabil ölçüm sağlayan minimum kalınlık sınırları, sensör başlığı türüne, hedefin şeffaflığına ve arka yüzeyin yansıtıcılığına bağlı olarak değişir.
α/2
Sensör Başlığının Eğim Etkisi
2D lazer deplasman sensörünün optik ekseni hedefe dik değilse, şekil 3’te gösterildiği gibi, açı θ nedeniyle basamak değerinde bir ölçüm hatası meydana gelir. Basamak için ölçülen iki nokta arasındaki mesafe (X) ne kadar büyük olursa, ölçüm hatası o kadar artar. Örneğin, eğim θ sadece 0.1° olsa bile, X = 30 mm ise ölçüm hatası yaklaşık 50 µm olur. Bu nedenle, basamak ölçümleri yapılırken genellikle eğim düzeltme fonksiyonu kullanılır.
Optik eksen eğimi θ
Doğru adım
Ölçülmüş değer
İki nokta arasındaki mesafe (X)
Şeffaf Nesneler ve Ayna Yüzeyli Nesneler
Basamak ölçümünde ölçülen yüzeylerden en az biri şeffaf bir nesne veya ayna yüzeyli bir nesne ise, şekil 4’te gösterildiği gibi, sensör başlığını hedefe göre projeksiyon ve alınan ışığın açısının yarısı olan α açısında eğimli olarak kurmanız gerekir. Ayrıca, şeffaf nesneler ve ayna yüzeyli nesneler için özel olarak tasarlanmış bir başlık kullanmak da gereklidir.
Hedef şeffaf bir nesne ise, yüzey yüksekliğinin doğru bir şekilde ölçülebilmesi için nesnenin belirli bir kalınlıkta olması gerekir. Nesne ince ise, şeffaf nesnenin arka yüzeyinden yansıyan ışığın etkisi nedeniyle ön yüzey yüksekliği için ölçülen değer olması gerekenden daha düşük olabilir. Stabil ölçüm sağlayan minimum kalınlık sınırları, sensör başlığı türüne, hedefin şeffaflığına ve arka yüzeyin yansıtıcılığına bağlı olarak değişir.
Hangi Ölçüm Yöntemi Daha İyi? Temaslı mı Temassız mı?
Yumuşak Hedeflerin Ölçülmesi
Probu yumuşak bir hedefle temas ettiğinde, hedef sıkışabilir ve bu durum ölçüm hatasına yol açabilir. Ayrıca, özellikle yumuşak veya hassas nesneler yüzey hasarı görebilir ve bu, basamak ölçümünü zorlaştırabilir.
Temassız ölçüm yöntemi ile, yumuşak hedefler ve sıvı yüzeyler gibi deformasyon gösteren hedefler ölçülebilir.
Işıltılı Hedeflerin Ölçülmesi
İnce ve hafif hedefler için, yüzey yüksekliğini doğru bir şekilde ölçmek amacıyla hedefin havada yüzmemesi için tutulması gerekir.
Temaslı ölçümde, prob hedef yüzeyine baskı yapar ve bu, hedefin havada yüzmesinden kaynaklanan hataları ortadan kaldırır. Bu nedenle, temaslı yöntem bu tür ölçümler için temassız yöntemden daha uygundur.
Göçüklerin Ölçülmesi
Temaslı ölçüm yöntemleri ve ilgili araçlar genellikle oldukça büyük ve ağırdır, bu da mikron ve nanometre aralığında basamak yüksekliğini ölçerken zorluk yaratabilir. Temassız lazer deplasman sensörü ile ölçüm noktası (birkaç mikron ile yüzlerce mikron arasında değişen) genellikle temaslı ölçümde kullanılan prob’lardan daha küçüktür. Bu, temassız yöntemle daha dar göçüklerin taban yüksekliğini doğru bir şekilde ölçmeyi mümkün kılar.











 Optik eksen eğimi θ
Optik eksen eğimi θ

 Doğru adım
Doğru adım Ölçülmüş değer
Ölçülmüş değer İki nokta arasındaki mesafe (X)
İki nokta arasındaki mesafe (X)


